 Co., Ltd.")
Troquel de dibujo de perforación superior de barril
Troquel de dibujo de perforación es un conjunto de Película compuesta. Después de perforar y estirar, debido a la forma y el tamaño inadecuados del agujero superior del barril, la calidad de bloqueo del puerto de inyección y la salida de aire se ve afectada.
(1) agrietamiento de La Boca extensible:
La grieta de tracción es que la parte superior del barril se estira en el agujero de perforación, y hay grietas en el borde del puerto de inyección y el puerto de ventilación. Las grietas del borde harán que la resistencia a la tracción de las dos bocas superiores del barril se dañe en diferentes grados, afectando así el rendimiento de sellado de la pestaña y la parte superior del barril después del bloqueo. La grieta del tirón del borde que sobresale es causada por las siguientes razones:
A. La forma de troquel de dibujo es mala
B. Al diseñar el molde, el coeficiente de flanging es demasiado pequeño, lo que también producirá el fenómeno de tracción y agrietamiento. El Coeficiente de Flanging debe seleccionarse entre R = DO /D = 0,74 ~ 0,87 (hacer es el diámetro del prepunzón, D es el diámetro de la capa neutra de la pestaña de flanqueo).
C. El material utilizado en la parte superior del barril contiene demasiado Carbono (similar a AY2 no acero). Las propiedades mecánicas del acero se endurecen o el espesor del material es desigual después del proceso de estampado.

(2) la altura de las bridas del borde que sobresale no es razonable:
El tamaño correcto para la altura de las bridas del flanging es de aproximadamente H = 6,8 ~ 7MMM. Si es menos de 6mm, para garantizar la resistencia mecánica y el rendimiento de sellado después del bloqueo, solo el troquel superior trabaja en la distancia para aumentar y lograr el propósito de bloqueo. De esta manera, habrá dos problemas, uno es aplastar el alambre de la brida; Segundo, la cerradura se instala flanging morir Marco de ranura de arco para ser más grande. Cuando la altura de las bridas es superior a 7,5mm, no hay suficiente rollo de hierro en el extremo de la pestaña, lo que resulta en una resistencia insuficiente de los dos extremos después del bloqueo. La fuga se produce cuando la presión del contenido del barril de acero se eleva al valor límite especificado.
(3) los moldes superior e inferior se usan debido al largo tiempo de uso de los memes de tracción, lo que hace que la brecha entre ellos se agrande. Cuando el borde de tracción aparece como se muestra en la Figura 2 R>5mm, la trayectoria α<98 °, porque el diámetro de la sección de la junta de sellado es de 3mm, la presión de remachado del rollo de la pestaña, la presión de la junta de sellado en R>5mm partes y el plano de la raíz de la pestaña del espacio, no la Junta presionada y afectar el rendimiento de sellado.
(4) después de perforar la tracción, debido a la parte superior del barril dos agujeros demasiado grandes, lo que resulta en la pestaña y el agujero de tracción superior del barril es demasiado grande, el posicionamiento de bloqueo no está permitido, el sello del centro de compensación de presión de remachado no es estricto.
Troquel de montaje de bloqueo
(1) El tamaño de la ranura de arco de la pestaña de bloqueo es razonable.
El tamaño de la ranura de arco de la matriz de reborde de la cerradura no se separará de la altura del borde de la perforación. Debido a que la longitud de la pestaña y la altura de la pestaña, la diferencia de altura entre el espesor del revestimiento de sellado es fija, se determina la altura de la pestaña de bloqueo, también se determina la matriz de la ranura de arco. Por lo tanto, el diseño razonable de la ranura de arco es la clave para remachar, presionar y flanquear. La higo. 3 Y la FIG. 4 muestran las dimensiones de la ranura de arco de matriz de flanging para el puerto de alimentación y la cerradura de salida de aire.

(2) en el conjunto de bloqueo de presión de remachado, troquel de flanging de ensamblaje de bloqueo y trabajo en la distancia.
Al determinar la altura de la parte superior de la boca de alimentación del barril y la salida de aire se determina. Si el trabajo no está en su lugar, es decir, no se presiona, es fácil producir fugas. Si el trabajo excede un cierto rango, el revestimiento de sellado se fracturará bajo la presión del impacto, lo que también afectará el rendimiento de sellado. En TÉRMINOS GENERALES: Presión de remachado del conjunto de brida de alimentación después de la altura de 13,2 ± 0,3mm, el trabajo de la matriz de reborde en la distancia de 48 ± 0,2mm.
(3) desgaste de posicionamiento de bloqueo de la matriz de flanging, de modo que la parte superior e inferior mueren en la instalación de diferentes coaxiales, bloqueo causado remachando brida de presión alrededor de la inconsistencia, fuga en fuerza débil.
(4) debido al desgaste de la ranura del arco de la matriz, lo que da como resultado la pestaña en el rebote de rodadura del borde de presión remachado, lo que resulta en un bloqueo laxo, también causará fugas.
Comentarios breves: el fallo de la calidad del cierre del tambor causado por el molde se encontrará y se resolverá en la inspección de la calidad del producto.
 La calidad del producto comienza con la educación y termina con la educación. Hay un problema de calidad, ¡no se quejen el uno al otro!July 1, 2022¿Se produce o inspecciona la calidad?, en primer lugar, debemos analizar la relación entre primero y segundo, activo y pasivo. Como todos sabemos, el producto se produce antes de la inspección. En otras palabras...view
La calidad del producto comienza con la educación y termina con la educación. Hay un problema de calidad, ¡no se quejen el uno al otro!July 1, 2022¿Se produce o inspecciona la calidad?, en primer lugar, debemos analizar la relación entre primero y segundo, activo y pasivo. Como todos sabemos, el producto se produce antes de la inspección. En otras palabras...view Varios tipos de juntas de cierre de tamborJuly 1, 202210. Los productos de caucho natural NR tienen buena resistencia al desgaste, elasticidad, resistencia a la tracción y alargamiento. Pero en el aire es fácil de envejecer, pegajoso en caliente, fácil de expandir y disolver en min...viewDos maneras de lograr la protección del tambor durante la pintura y el proceso de hornearJanuary 3, 2023Con la mejora continua de la tecnología de producción moderna y los requisitos más estrictos para la calidad de producción, factores como los costos laborales de la empresa, los requisitos de protección ambiental y...view
Varios tipos de juntas de cierre de tamborJuly 1, 202210. Los productos de caucho natural NR tienen buena resistencia al desgaste, elasticidad, resistencia a la tracción y alargamiento. Pero en el aire es fácil de envejecer, pegajoso en caliente, fácil de expandir y disolver en min...viewDos maneras de lograr la protección del tambor durante la pintura y el proceso de hornearJanuary 3, 2023Con la mejora continua de la tecnología de producción moderna y los requisitos más estrictos para la calidad de producción, factores como los costos laborales de la empresa, los requisitos de protección ambiental y...view How to Choose the Most Suitable Packaging Drums for Dangerous Goods? - 翻译中...April 24, 2023Choosing the right packaging container is absolutely necessary whenever you store or transport hazardous materials. Choosing the wrong container to store harmful substances can cause damage to the con...view
How to Choose the Most Suitable Packaging Drums for Dangerous Goods? - 翻译中...April 24, 2023Choosing the right packaging container is absolutely necessary whenever you store or transport hazardous materials. Choosing the wrong container to store harmful substances can cause damage to the con...view ¡Aviso urgente! ¡El tifón CANDU de 15 grados está a punto de aterrizar, el puerto está cerrado!June 30, 2022A las 06:00 del 13 de septiembre, el Observatorio Meteorológico Central continuó emitiendo una advertencia de tifón naranja. A las 5 a.m. de ayer (13), el centro se encuentra en el mar a unos 185km al sureste de Xiangsh...view
¡Aviso urgente! ¡El tifón CANDU de 15 grados está a punto de aterrizar, el puerto está cerrado!June 30, 2022A las 06:00 del 13 de septiembre, el Observatorio Meteorológico Central continuó emitiendo una advertencia de tifón naranja. A las 5 a.m. de ayer (13), el centro se encuentra en el mar a unos 185km al sureste de Xiangsh...view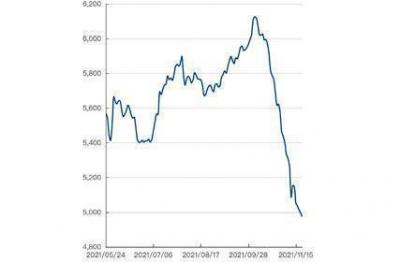 El precio de caída del acero laminado en frío en noviembreJune 30, 2022Según la información o n MySteel.com, el precio del acero laminado en frío ha bajado mucho en noviembre, desde AVE RMB6126.1/Ton hasta AVE RMB4973.93/Ton. Es la excelente oportunidad para comprar Dr...view
El precio de caída del acero laminado en frío en noviembreJune 30, 2022Según la información o n MySteel.com, el precio del acero laminado en frío ha bajado mucho en noviembre, desde AVE RMB6126.1/Ton hasta AVE RMB4973.93/Ton. Es la excelente oportunidad para comprar Dr...view
 EN
EN
 ko
ko  fr
fr  de
de  es
es  it
it  ru
ru  pt
pt  ar
ar  vi
vi  th
th 


